サイトマップ
お問い合わせ
MENU
close
Close
MENU
HOME
会社概要
会社概要
主たる取引先
会社沿革
認定及び試験の取組み
管理技術者及び技能者の取得資格
福利厚生
製品情報
製造工程
製作標準仕様
製品案内
工場設備
製品事例のご紹介
正社員募集
正社員募集
アクセス(GoogleMap)
サイトマップ
お問い合わせ
製造工程
製作標準仕様
製品案内
工場設備
製品事例のご紹介
ホーム
製品情報
製品案内
製品案内
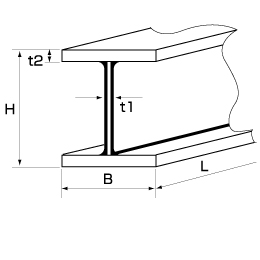
製作可能範囲
単位:mm
記号
最大
最小
高さ
H
2,300
150
フランジ巾
B
800
125
厚さ
t1
60
6
t2
70
6
長さ
L
15,000
1,000
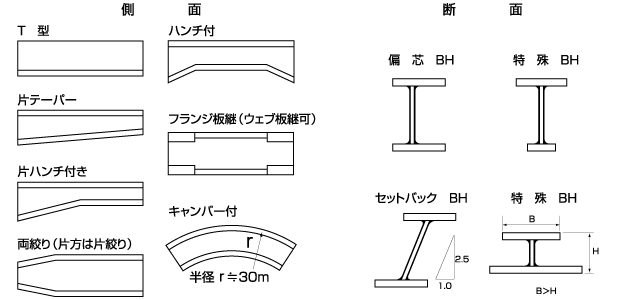
側面 - 断面
OPEN
MENU
CLOSE
PAGETOP